C’est l’une des machines les plus traditionnelles et les plus présentes dans les ateliers d’usinage du monde entier, mais ¿Que savons-nous de ce type de machines?
Bien que ses origines remontent au siècle s. IX AC, ce n’est qu’au XIIIe siècle qu’ils acquièrent des avantages évidents pour son fonctionnement: ils vont de systèmes de gestion exclusivement manuels à des équipements de manutention à pédale. C’est de s. XV, quand ils apparaissent tours de transmission par courroie et de transmission manivelle par courroie.
Au début du Révolution industrielle dans L’Angleterre, dAu 17ème siècle, apparaissent les premiers tours capables d’usiner une pièce métallique.
Les tours sont parfois classés en fonction de leur utilisation: tours d’atelier, tours à copier, tours de production en série.
Sur la base de leurs caractéristiques structurelles et fonctionnelles, ils peuvent être classés comme:
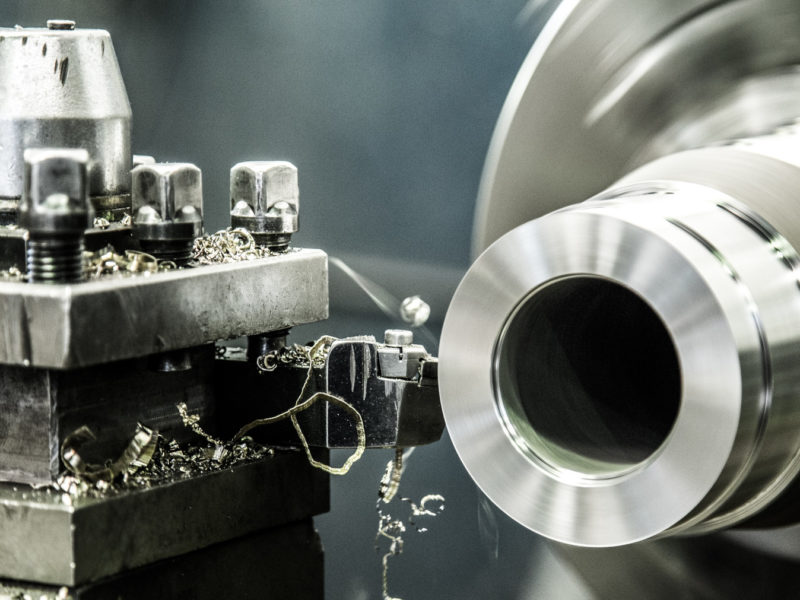
Tour parallèle (ou mécanique):
Des anciens tours à l’ajout de nouveaux équipements, il est devenu l’une des machines-outils les plus polyvalentes. Actuellement, ce type de tour est un élément essentiel des ateliers d’apprentis et des ateliers de maintenance.
Son nom s’appuie sur le parallélisme existant entre l’axe de la tête (et donc de la pièce à usiner) et la trajectoire principale de l’outil d’usinage. Il consiste en une tête dans laquelle tourne la broche et de deux grues longitudinales parallèles l’une à l’autre et à la broche. Au bout de la broche (cou) est montée la plaque universelle, la plaque à trois griffes ou la pointe servant à centrer la pièce à usiner et à communiquer le mouvement de rotation fourni par le moteur électrique à travers le changement de vitesse.
Entre les têtes, le chariot porte-outil se déplace; soit manuellement avec un volant, soit par le biais du mouvement d’avancement que communiquent la rotation de la barre de cylindre ou celle de la tige ou de la vis de filetage, tous deux déplacés par le moteur à travers le boîtier d’avances ou le filetage.
Sur le chariot et perpendiculairement aux guides, la tourelle d’outil peut être déplacée, guidée et entraînée manuellement, à travers un volant et une broche filetée, ou mécaniquement, grâce au mouvement en avant qui communique la barre de cylindre.
Tour à copier:
Fonctionne avec un dispositif hydraulique et électronique qui permet de tourner des pièces en fonction de leurs caractéristiques en suivant le profil d’un gabarit reproduisant une réplique.
Il est nécessaire de disposer d’un outil permettant de bien évacuer la puce et d’un système de lubrification et de refroidissement efficace du tranchant des outils par une huile de coupe abondante ou du taladrina.
Tour revolver
Son utilisation est destinée à l’usinage de pièces sur lesquelles le travail simultané de plusieurs outils est possible afin de réduire le temps total d’usinage.
Le tour à revolver porte un chariot avec une tourelle rotative dans laquelle sont insérés les différents outils effectuant l’usinage de la pièce. Les pièces peuvent également être usinées individuellement, en les fixant à une plaque à griffes à commande hydraulique.
Tour automatique:
C’est ce qu’on appelle un tour automatique pour un type de tour dont le processus de travail est entièrement automatisé. L’alimentation de la barre requise pour chaque pièce se fait également automatiquement, à partir d’une longue barre insérée par un tube muni d’une tête et maintenue par une pince à serrage hydraulique.
Ces tours peuvent porter un ou plusieurs broches.
- Ceux d’une seule broche sont utilisés pour la mécanisation de petites pièces nécessitant de grandes séries de production.
- Les tours multibroches sont très utiles pour l’usinage de grandes pièces, où chaque broche effectue de manière programmée une partie de l’usinage de la pièce. Le changement de position des broches, permet une finale rapide, lorsque vous travaillez simultanément.
Tour vertical:
Son utilisation est destinée à l’usinage de grandes pièces soumises à la plaque de griffes ou à d’autres opérateurs et dont la taille ou le poids rendrait difficile la tenue sur un tour horizontal.
Ils ne présentent pas de contrepoint, mais le seul point de soumission des pièces est la plaque horizontale sur laquelle elles s’appuient. Le mouvement de la pièce pour la fixer à la plaque est effectué à l’aide de ponts roulants ou de palans.
L’axe de la broche de la tête fixe est vertical et la plaque dessus tourne dans un plan horizontal. Les guides sont montés sur deux colonnes verticales et parallèles, reliées au sommet par un pont. Le chariot porte-outil se déplace horizontalement sur un pont guidé par deux colonnes.
TOUR CNC
Il offre une grande capacité de production et de précision dans l’usinage.
Il permet un usinage précis des surfaces courbes, en coordonnant les mouvements axial et radial pour la progression de l’outil.
La vitesse de rotation de la tête de la pièce, l’avancement des chariots longitudinaux et transversaux et les dimensions d’exécution de la pièce sont programmés et donc exempts d’erreurs imputables à l’opérateur de la machine.
Commentaires récents